Laserové technológie si našli široké uplatnenie v rôznych oblastiach, od bežných laserových tlačiarní v kanceláriách a domácnostiach, cez laserové ukazovátka, až po extrémne výkonné laserové označovacie, čistiace a rezacie systémy v priemysle. Ich popularita pramení z rýchlosti, vysokej kvality tlače či rezu a relatívne nízkych prevádzkových nákladov, najmä pri veľkých objemoch úloh.
Prvú laserovú tlačiareň zostavila firma Xerox už v roku 1971, pričom korene siahajú až do roku 1938, kedy Chester Carlson vynašiel proces zvaný elektrografia, neskôr premenovaný na xerografia. Tento „suchý“ zápis tlače sa masovo rozšíril do domácností a kancelárií v 80. rokoch. Hoci sa princíp tlače v priebehu desaťročí vyvíjal, najmä s príchodom LED tlačiarní, základný mechanizmus ostáva podobný. Laserové tlačiarne sú robustné a konštruované na vyššie rýchlosti a väčšiu záťaž, preto sú vhodné do firemného prostredia a štátnej sféry. Dôležité je tiež umiestnenie tlačiarne na dobre vetranom mieste. Prehrievanie zariadenia môže totiž spôsobovať aj nedostatok prúdiaceho vzduchu, ktorý by ho ochladzoval.
Mechanizmus Fungovania Laserových Zariadení
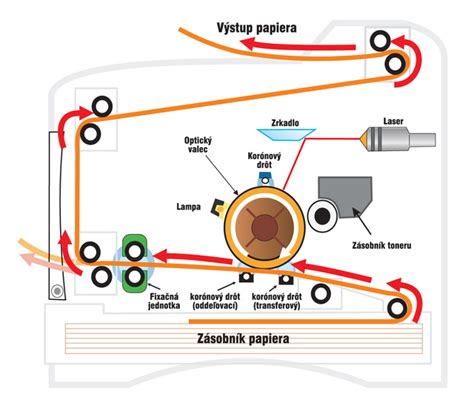
Laserová technológia, či už v tlačiarňach alebo rezačkách, funguje na princípe tzv. elektrofotografického procesu. Po prijatí signálu z počítača tlačiareň alebo laserové zariadenie spracuje dáta, zistí formát dokumentu, veľkosť, okraje a rozmiestnenie znakov či obrázkov. Na základe toho si vytvorí obraz tlačovej úlohy a rozmiestnenia jednotlivých bodov na celej stránke. Rýchlosť tohto procesu závisí od vlastnej pamäte zariadenia a procesora.
Kľúčovým prvkom je vodivý fotovalec (drum), ktorý je pokrytý selénovou vrstvou. Táto vrstva mení svoj odpor v závislosti od osvietenia. V prvej fáze je rotujúci valec nabitý kladným nábojom. Laserový lúč potom osvetľuje konkrétne miesta na valci, ktoré sa stanú vodivými a tým sa zmení ich elektrický náboj. Prostredníctvom vývojky (nanášacieho valca) sa toner prichytí na nabité časti valca. Keď sa do kontaktu s valcom dostane papier, tonerový prášok sa prenesie na jeho plochu. Tento prášok je následne fixovaný do papiera pri teplote približne 180 - 200 °C pomocou zapekacej jednotky (fuser unit), čo je dôvod, prečo sú papiere po vytlačení horúce. Farebná tlač pracuje na rovnakom princípe, no využíva štyri valce a štyri tonery v farbách CMYK (azúrová, purpurová, žltá, čierna).
Klasifikácia Laserov a Sprievodné Nebezpečenstvá
Laserové systémy sú rozdelené do bezpečnostných tried podľa ich schopnosti spôsobiť nebezpečenstvo, od triedy 1 (vnútorne bezpečné) po triedu 4 (najvyššie riziko). V Spojených štátoch sa stále používa štandard ANSI Z136.1, zatiaľ čo medzinárodný štandard je IEC 60825-1.
- Trieda 1: Bezpečné pre oči pri všetkých operáciách, dokonca aj po dlhú dobu a s optickými prístrojmi. Patria sem napríklad laserové tlačiarne s uzavretým laserom triedy 4, ktoré sú považované za bezpečné počas bežnej prevádzky.
- Trieda 1M: Vo všeobecnosti bezpečné pre pozorovanie voľným okom, ale sledovanie ich zväčšeného lúča optickými prístrojmi môže byť nebezpečné.
- Trieda 2: Laserové svetlo je viditeľné a reflex žmurknutia (do 0,25 sekundy) zvyčajne zabraňuje poraneniu, pokiaľ sa na lúč úmyselne nepozeráte.
- Trieda 2M: Podobne ako trieda 2, ale s optickým prístrojom môže aj krátka expozícia spôsobiť poranenie očí.
- Trieda 3R: Predstavujú vyššie bezpečnostné riziko (napr. laserové ukazovátka). Krátka expozícia očí by nemala ublížiť, ale priame sledovanie lúča, najmä s optickými nástrojmi, môže spôsobiť poranenie.
- Trieda 3B: Je potrebné vyhnúť sa priamemu kontaktu s laserovým lúčom alebo zrkadlovým odrazom. Môžu spôsobiť poranenie očí alebo malé popáleniny na koži.
- Trieda 4: Najnebezpečnejšie lasery. Ich výstupný výkon je taký vysoký, že môžu vznietiť materiály a spôsobiť vážne poranenia očí a kože. Aj difúzne odrazy sú nebezpečné. Vyžadujú neustálu kontrolu a robustné inžinierske zabezpečenia, ako sú automatické vypínacie mechanizmy.
Rôzne Laserové Riziká
Laserové žiarenie môže spôsobiť tri základné typy rizík: nebezpečenstvo pre oči, pokožku a požiar. Ak laserový systém nie je v súlade s triedou 1, pracovníci by mali pri vstupe do nebezpečnej zóny nosiť ochranné prostriedky, ako sú laserové bezpečnostné okuliare a špeciálne obleky.

Poranenia Očí
Poranenia očí sú najvážnejšie. Keď svetlo dopadne do oka, rohovka a šošovka pôsobia ako zosilňovače, koncentrujúce svetlo na sietnicu. Infračervené svetlo, neviditeľné pre ľudské oko (často produkované laserovými gravírovacími strojmi v rozsahu 700-2000 nm a 4000-11000 nm), nie je absorbované očami a dopadá na sietnicu s väčšou intenzitou, čo môže spôsobiť spálenie malej oblasti sietnice a trvalú slepotu. Fotochemické poškodenie (katarakta) je možné aj pri ultrafialovom svetle. Ochranné okuliare musia absorbovať nebezpečné svetlo v špecifických vlnových dĺžkach. Napríklad CO2 lasery vyžadujú ochranu s útlmom OD 7 pre vlnovú dĺžku 10,6 mikrometra, zatiaľ čo vláknové lasery s vlnovou dĺžkou okolo 1 mikrometra potrebujú špeciálne dvojspektrálne povrchy.
Nebezpečenstvo pre Pokožku
Priamy kontakt s laserovým lúčom alebo zrkadlové odrazy môžu spôsobiť popáleniny pokožky v dôsledku tepelného alebo fotochemického poškodenia. Úroveň popálenia závisí od výkonu lasera, vlnovej dĺžky, veľkosti postihnutej oblasti a dĺžky expozície.
Požiarne Riziká a Manipulácia s Horľavými Materiálmi
Laserové rezačky generujú intenzívne teplo (okolo 260 stupňov Celzia), ktoré môže spôsobiť vznietenie materiálov, ako je drevo, už za niekoľko sekúnd. Keď operátori prevádzkujú stroje na maximálnej sile alebo sa pohybujú príliš pomaly cez materiál, vytvára sa viac tepla. Drobné horiace častice, ktoré zostanú po rezaní, pôsobia ako suché listy čakajúce na vznietenie, pričom približne jedna tretina všetkých požiarov v dielňach vzniká preto, lebo sa tieto častice uviaznuté vo vzduchových vetrákoch.
Je kľúčové dodržiavať bezpečnostné protokoly. Prítomnosť dozoru znamená, že problémy ako iskry, dym alebo poruchy zariadenia možno okamžite zaznamenať. Podľa štúdií, keď stroje bežali bez dozoru, spôsobili približne 7 z každých 10 veľkých požiarov. Hasiace prístroje obsahujúce oxid uhličitý by nikdy nemali byť viac ako tri metre od pracovných priestorov. Núdzové zastavenia musia byť vizuálne výrazné a ľahko prístupné. Stlačenie tlačidla stop neodstráni teplo okamžite, len zdroj vznietenia. V prípade požiaru je lepšie najprv stlačiť „Pause“, ktoré zastaví lúč a portál, ale nechá bežať odsávanie a vzduchovú asistenciu, čo môže pomôcť sfúknuť žeravé časti.
Nebezpečné Materiály a Ich Testovanie
Nie všetky materiály sa správajú rovnako pri vystavení laserovému lúču. Rezanie polyvinylchloridu (PVC) uvoľňuje nebezpečný chlorový plyn, ktorý vo vlhkom prostredí vytvára korozívnu chlorovodíkovú kyselinu, trvalo poškodzujúcu optiku a kovové komponenty. MDF (stredne husté drevovláknité dosky) uvoľňujú formaldehyd, uznávaný ľudský karcinogén. Štandardná exteriérová preglejka, laminovaná fenolovými živicami, uvoľňuje fenol a oxid uhoľnatý. Pred spracovaním je nevyhnutné vždy prečítať bezpečnostné listy materiálov.
Pre testovanie neznámych plastov môžete použiť Beilsteinov test: zahrejte medený drôt, kým nežiari do červena, a pevne ním pritlačte okraj neznámeho plastu. Ak sa kvapka roztaveného plastu rozhorí jasným, žiarivo zeleným zábleskom, potvrdzuje to prítomnosť chlóru (PVC, vinyl alebo iný halogénovaný plast).
Detection of Halogens in an Organic Compound - MeitY OLabs
Nebezpečné Výpary a Plyny: Prečo je Vetranie Kritické
Laserové rezanie odparuje materiály na nebezpečné kontaminanty vo vzduchu. Akryláty uvoľňujú formaldehyd, zatiaľ čo rezačky kovov vytvárajú ultrajemné častice (<2,5 µm), spojené s ochoreniami dýchacích ciest. Štúdia z roku 2023 prepojila 68 % porušení kvality ovzdušia v dielňach s nedostatočným vetraním počas laserových operácií. Dôležité je tiež si uvedomiť, že hustý, vysoko horľavý plyn sa môže usádzať v štruktúrach ako je voštinová mriežka, ak je vetranie nedostatočné, a vytvárať tak vrecká prehriatej, koncentrovanej chemickej pary, ktorá môže explodovať.
Efektívne Riešenia Vetrania a Filtrácie
Účinné vetranie je kľúčové pre bezpečnú prevádzku laserových zariadení. Nestačí len "dobré vetranie"; je potrebné komplexné riešenie:
Systémy Zachytávania Pri Zdroji
Kĺbové alebo extrakčné trysky umiestnené do vzdialenosti 15 cm od miesta rezu dokážu zachytiť až 92 % dymov. Ideálna rýchlosť prúdenia vzduchu na zachytenie ťažkých chemických výparov pri pracovnej ploche lasera je 100 až 150 stôp za minútu.
Všeobecné Vetranie Priestoru
Zabezpečte 10-15 výmen vzduchu za hodinu v priestoroch menších ako 500 štvorcových stôp. Prekážky v odvádzacích dráhach môžu znížiť účinnosť systému až o 40 %.
Nastavenie Tlaku
Použite negatívny tlak vzduchu na uzavretie dymov a zabránenie ich šíreniu do susedných oblastí. To znamená, že odsávací systém vytvára silné vákuum cez celé potrubie a nasáva výpary, namiesto toho, aby ich tlačil von. Ak sa v podtlakovom potrubí vytvorí netesnosť, ventilátor nasáva čistý vzduch z miestnosti namiesto kontaminovaného, čo môže viesť k vzniku "mŕtvych zón" vo vnútri laserovej komory, kde sa výpary hromadia.
Filtrácia
- HEPA filtre: Zachytávajú 99,97 % častíc ≥0,3 µm. Sú skvelé na prach a peľ, ale menej účinné proti skutočným chemickým výparom (prchavým organickým zlúčeninám).
- Aktívne uhlíkové vrstvy: Neutalizujú prchavé organické zlúčeniny (VOCs). Pre efektívnu neutralizáciu VOCs je potrebná hrubá vrstva husto stlačených uhlíkových granúl.
Filtre vymeňte každých 300-400 prevádzkových hodín, inak sa zvyškové znečistenie môže zvýšiť o 55 % do jedného mesiaca. Výpusti odlučovania umiestnite najmenej 3 metre nad úroveň strechy, aby sa zabránilo ich návratu cez sacie otvory vykurovacieho a vetracieho systému.
Úskalia Inline Ventilátorov a Flexibilného Potrubia
Mnohí používatelia desktopových laserov sa spoliehajú na pribalené flexibilné hliníkové potrubie a malý ventilátor na zadnej strane stroja. Tento pasívny odťahový systém je náchylný na protismerný tlak a netesnosti. Mikroskopická dierka v takomto potrubí môže pôsobiť ako chemický rozprašovač, vypúšťajúci koncentrované toxické VOC späť do pracovného priestoru. Inštalácia inline ventilátora s výkonom minimálne 400 CFM priamo tam, kde vzduch opúšťa budovu, vytvorí podtlak a výrazne zlepší odsávanie.
Detection of Halogens in an Organic Compound - MeitY OLabs
Ochranné Opatrenia a Predchádzanie Chybným Prevádzkam
Osobná Ochrana (OOP)
Pri práci s lasermi by operátori mali nosiť ochranné okuliare podľa normy ANSI Z136.1 s vhodnou hodnotou optického útlmu pre konkrétnu vlnovú dĺžku lasera. Odporúčajú sa odolné pracovné ochranné prostriedky ako ošetrené kožené rukavice, neroztaviteľné syntetické tkaniny a hliníkom potiahnuté zástery, ktoré odrážajú infračervené žiarenie. Pri vystavení nanomateriálom alebo kovovým fajkám je nutné používať dýchacie prístroje schválené NIOSH s filtrom P100 kombinovaným s HEPA a aktívnym uhlím.
Pravidelná Údržba a Kontroly
Denné kontroly znižujú poruchy zariadení približne o 63 %. Na začiatku každej zmeny je potrebné skontrolovať zarovnanie nosníkov, hladinu chladiacej kvapaliny a funkčnosť vetrania. Raz týždenne čistite optiku a pravidelne vymieňajte vzduchové filtre. Každý mesiac dôkladne skontrolujte pohybové systémy a elektrické komponenty. Výmena laserových trubíc sa odporúča medzi 8 000 až 10 000 prevádzkovými hodinami.
Školenie Operátorov
Komplexné školiace programy, ktoré integrujú technické zručnosti s povedomím o nebezpečenstvách, znížia nehody o 47 %. Noví operátori by mali absolvovať aspoň 40 hodín dozorovaného výcviku s dôrazom na umiestnenie núdzových zastavení a overenie kompatibility materiálov. Je dôležité neustále aktualizovať dokumentáciu, keďže 78 % bezpečnostných incidentov zahŕba operátorov, ktorí používajú zastarané návody.
Prevádzkové Aspekty a Reakcia na Incidenty
„Riadená prevádzka“ laserového zariadenia znamená neprerušený, priamy vizuálny kontakt s reznou plochou. Ak nevidíte lúč v momente, keď interaguje s materiálom, stroj neriadite. Mnoho požiarov vzniká, keď stroje bežia bez dozoru. Ak zbadáte plamienok, ktorý sleduje trysku s malým oneskorením a zhasne, keď cez neho prejde prúd vzduchu, máte situáciu pod kontrolou. Ak sa však plameň uchytí v reznom záreze a začne sa šíriť, okamžite stlačte „Pause“, ktoré vypne lúč, ale nechá bežať odsávanie a vzduchovú asistenciu, čím sa môžu žeravé časti sfúknuť. Stlačenie hlavného núdzového tlačidla môže odpojiť vzduchový asistent a uväzniť teplo, čím sa môže z kontrolovateľného uhlíka stať štrukturálny požiar.
Dôležitá je aj starostlivosť o voštinovú mriežku. Hustý, vysoko horľavý plyn sa môže usádzať v jej šesťuholníkových kapsách, chránený pred priečnym prúdením odsávania. Zatúlaná iskra môže spôsobiť explóziu. Rovnako je kritické pravidelné čistenie optiky, nakoľko mikroskopická vrstva uhlíkovej sadze na ohniskovej šošovke mení jej priehľadnosť a spôsobuje absorpciu energie, čo môže viesť k prehrievaniu a zapáleniu materiálov. Údaje ukazujú, že keď je správne nakonfigurovaný odsávač v prevádzke, úroveň prachových častíc vo vzduchu zostáva takmer nulová. Avšak, v momente, keď operátor zdvihne veko, aby vybral hotový kus, koncentrácia môže vyskočiť na viac než 3 000 častíc na kubický centimeter, ak sa vzduch v komore úplne nevymenil.
tags: #vetranie #pri #laserovych #tlacianach