Ako dodávateľ sústruhov Fanuc mám bohaté skúsenosti s týmito strojmi. Jednou z kľúčových, no často prehliadaných súčastí sústruhu Fanuc, je systém chladiacej kvapaliny. Jeho správna funkcia je nevyhnutná pre optimálny výkon a dlhú životnosť stroja.
Význam systému chladiacej kvapaliny
Pri rezaní a tvarovaní kovu na sústruhu Fanuc vzniká značné množstvo tepla. Bez adekvátneho chladenia môže toto teplo spôsobiť celý rad problémov:
- Rýchlejšie opotrebenie nástrojov.
- Zníženie kvality výsledného produktu.
- Potenciálne poškodenie samotného sústruhu.

Základná kontrola a údržba systému chladiacej kvapaliny
Prvým krokom pri akýchkoľvek problémoch s chladením je kontrola hladiny chladiacej kvapaliny. V nádrži sa zvyčajne nachádza priehľad.
Kontrola hladiny chladiacej kvapaliny
Uistite sa, že hladina chladiacej kvapaliny je v odporúčanom rozsahu. Ak je nízka, je potrebné doplniť chladiacu kvapalinu. Je dôležité použiť iba chladiacu kvapalinu odporúčanú výrobcom Fanuc pre váš konkrétny model sústruhu.
Kvalita chladiacej kvapaliny
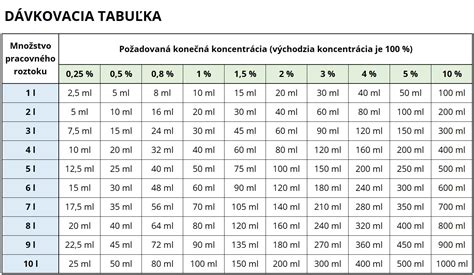
Nie je dôležité len množstvo, ale aj kvalita chladiacej kvapaliny. V priebehu času sa môže chladiaca kvapalina kontaminovať trieskami, nečistotami a baktériami. Kvalitu môžete posúdiť pohľadom na jej farbu a čistotu. Ak je zakalená alebo má nepríjemný zápach, je čas ju vymeniť. Na meranie koncentrácie chladiacej kvapaliny je možné použiť aj refraktometer.
Kontrola čerpadla a hadíc
Prehliadnite čerpadlo a hadice chladiacej kvapaliny, hľadajte akékoľvek známky netesností, prasklín alebo poškodenia. Netesniaca hadica môže znížiť tlak prietoku chladiacej kvapaliny a spôsobiť problémy s chladiacim procesom.
Ovládanie a nastavenie prietoku chladiacej kvapaliny
Na ovládacom paneli sústruhu Fanuc sa zvyčajne nachádza špecializované tlačidlo alebo prepínač na spustenie chladiaceho systému. Stlačením alebo otočením tohto prepínača sa spustí čerpadlo chladiacej kvapaliny.
Nastavenie prietoku
Prietok chladiacej kvapaliny je možné regulovať. Zvyčajne sú na chladiacich potrubiach ventily, ktoré môžete otáčať na zvýšenie alebo zníženie prietoku. Správny prietok závisí od typu reznej operácie. Napríklad pri ťažkom obrábaní môže byť potrebný vyšší prietok na udržanie chladiča nástrojov.
Umiestnenie dýz
Dôležitá je aj poloha dýz chladiacej kvapaliny. Musia byť nasmerované do miesta rezu, aby sa zabezpečilo, že chladiaca kvapalina dosiahne oblasť, kde je najviac potrebná. Uhol a polohu dýz je možné nastaviť manuálne.
Bežné problémy a ich riešenia
Pravidelná kontrola prietoku chladiacej kvapaliny je nevyhnutná. Ak si všimnete zníženie prietoku, môže to signalizovať upchaté hadice alebo dýzy. V takom prípade je potrebné zastaviť stroj a vyčistiť postihnuté časti.
Neobvyklé zvuky
Počúvajte akékoľvek neobvyklé zvuky z čerpadla chladiacej kvapaliny, ktoré môžu naznačovať problém.
Odstraňovanie triesok
Pri preplachovaní triesok sa uistite, že sú správne odstránené z nádrže chladiacej kvapaliny. Väčšina sústruhov Fanuc má dopravník triesok alebo filtračný systém. Skontrolujte tieto komponenty, aby ste sa uistili, že fungujú správne.
Čistenie systému
Po vypnutí čerpadla chladiacej kvapaliny môžete vyčistiť dýzy a hadice. Na odstránenie triesok alebo zvyškov použite mäkkú kefu alebo stlačený vzduch.
Riešenie nízkeho tlaku chladiacej kvapaliny
Ak máte nízky tlak chladiacej kvapaliny, prvou vecou, ktorú treba skontrolovať, je jej hladina. Nízka hladina môže spôsobiť znížený tlak. Mali by ste tiež skontrolovať upchatie v hadiciach, dýzach alebo čerpadle. Preverte tesnosť spojení medzi hadicami, čerpadlom a nádržou a v prípade potreby ich dotiahnite.
Prevencia a preventívna údržba
Prevádzka chladiaceho systému na sústruhu Fanuc nie je príliš komplikovaná, ale vyžaduje si pozornosť k detailom a pravidelnú údržbu. Včasné odhalenie a odstránenie drobných problémov môže zabrániť vážnejším poruchám a minimalizovať prestoje.
Riešenie problémov s mechanickými problémami na strojoch FANUC CNC
Riešenie problémov s mechanickými problémami na strojoch FANUC CNC je kľúčovou zručnosťou pre každého operátora alebo technika údržby. Tieto stroje sú vysoko sofistikované zariadenia využívajúce počítačové numerické riadenie (CNC) na automatizáciu obrábacích procesov.
Porozumenie fungovaniu CNC strojov
Riadiaca jednotka je "mozgom" stroja, zodpovedným za interpretáciu G-kódov a odosielanie signálov motorom a pohonom. Motory premieňajú elektrickú energiu na mechanický pohyb, zatiaľ čo pohony regulujú rýchlosť a krútiaci moment motorov.
Bežné mechanické problémy
- Problémy s pohybom osi: Os sa nepohybuje vôbec, pohybuje sa pomaly, nepravidelne alebo prekračuje/nedosahuje požadovanú polohu.
- Problémy s vretenom: Nadmerné vibrácie, hluk alebo prehrievanie vretena.
- Problémy s meničom nástrojov: Nesprávne zarovnané nástroje, zaseknutie nástrojov alebo problémy s zásobníkom nástrojov.
- Problémy so systémom chladiacej kvapaliny: Upchaté filtre, netesnosti alebo nefunkčné čerpadlo, ktoré môžu viesť k prehrievaniu a zlej povrchovej úprave.

Postupy pri riešení problémov
- Vizuálna kontrola: Hľadajte známky poškodenia, opotrebenia alebo nesprávneho zarovnania, ako sú uvoľnené skrutky, prasknuté remene alebo opotrebované ložiská.
- Diagnostický systém: Využite vstavaný diagnostický systém stroja, ktorý zobrazuje chybové správy.
- Funkčné testy: Spustite stroj cez základné operácie, ako je pohyb osí, otáčanie vretena alebo výmena nástrojov, na izoláciu problému.
- Mazanie: Skontrolujte mazací systém, aby ste sa uistili, že všetky pohyblivé časti sú správne namazané.
- Elektrické pripojenia: Skontrolujte elektrické pripojenia, či sú pevné a bez korózie.
- Manuál stroja: Využite manuál stroja ako cenný zdroj informácií.
- Odborná pomoc: Ak problém nedokážete vyriešiť sami, kontaktujte kvalifikovaného technika CNC Fanuc.
Chyba časového limitu (Timeout Fault) na systémoch Fanuc
Chyba časového limitu je bežný problém, ktorý sa vyskytuje v systémoch Fanuc CNC a môže výrazne ovplyvniť obrábacie operácie. Táto chyba signalizuje, že CNC riadenie stratilo komunikáciu s pripojenou komponentou, ako je servopohon alebo externé zariadenie.
Príčiny chyby časového limitu
Chyba nastáva, keď CNC riadenie nedostane včasné údaje z pripojeného zariadenia. Toto prerušenie komunikácie môže spustiť ochranné opatrenia v systéme.
Postup pri riešení problémov s chybou časového limitu
- Kontrola chybových kódov: Skontrolujte displej CNC riadenia pre špecifické chybové kódy súvisiace s chybou časového limitu.
- Kontrola kabeláže: Vypnite stroj a skontrolujte všetky káblové pripojenia súvisiace s ovplyvneným servom alebo osou.
- Kontrola servopohonu: Skontrolujte servopohon alebo zosilňovač, či nevykazuje známky poškodenia alebo zlyhania.
- Kontrola parametrov: Prístup k CNC parametrom a overenie nastavení týkajúcich sa komunikačných protokolov a konfigurácií servopohonov.
- Kontrola teploty: Sledujte prevádzkovú teplotu komponentov, najmä servopohonov a riadiacich jednotiek.
- Stabilita napájania: Overte stabilitu napájania, kontrolujte fluktuácie.
- Diagnostické nástroje: Využite vstavané diagnostické nástroje systému Fanuc.
- Manuál: V referenciačnej príručke CNC stroja a dokumentácii Fanuc vyhľadajte špecifické kroky na riešenie problémov.
- Technická podpora: Ak chyba pretrváva, obráťte sa na technickú podporu Fanuc alebo kvalifikovaného technika.

Problémy s pohybom motora a alarmy
Aj výnimočné zariadenia ako roboty Fanuc a CNC obrábacie centrá sa môžu stretnúť s prevádzkovými problémami. Tu je prehľad niektorých bežných problémov a ich riešení:
Motor sa pohybuje v nesprávnom smere
Problém: Os motora sa pohybuje v nesprávnom smere.
Riešenie: V digitálnom AC servopohonovom systéme vytvára CNC vlnovú formu a enkodér na motore monitoruje jeho smer otáčania. Fáza motora sa obráti zmenou parametra. Ďalšou možnou príčinou je nesprávne nastavená funkcia "mirror image", ktorá obráti smer naprogramovaného pohybu.
Alarmy vysokého prúdu vs. preťaženia
Problém: Prijímanie alarmov vysokého prúdu (alarm 414) alebo preťaženia.
Riešenie: Alarm vysokého prúdu (abnormálny prúd) je spustený šumom v systéme. Servopohon monitoruje kvalitu prúdu a v prípade detekcie šumu systém vypne. Bežné príčiny zahŕňajú chybné servopohony alebo kontamináciu chladiacou kvapalinou vo vinutiach motora alebo kábloch. Alarm preťaženia naznačuje nadmerný prúd v DC zbernici, zvyčajne spôsobený skratom, neplánovaným kontaktom, chybnými tranzistorovými modulmi alebo tupými nástrojmi.
Alarm mäkkého pretiahnutia po výmene motora
Problém: Alarm mäkkého pretiahnutia sa objaví po výmene motora pri pokuse o referencovanie.
Riešenie: CNC stroj si pamätá svoju poslednú známu polohu pri vypnutí. Po reštarte inkrementálny enkodér vyžaduje pre-polohovanie. Alarm je spustený, ak nová poloha stroja nezodpovedá poslednej známej polohe. Na vyriešenie tohto problému vypnite stroj, podržte klávesy "P" a "Cancel" a potom stroj zapnite, pričom klávesy naďalej držte. Stroj potom ignoruje alarmy mäkkého pretiahnutia až do nastavenia prvej referenčnej polohy.
Alarm 300 APC po odpojení motora
Problém: Prijímanie alarmu 300 APC po odpojení motora.
Riešenie: Alarm 300 APC signalizuje použitie absolútneho pulzného kodéra (APC). Na rozdiel od inkrementálnych kodérov, ktoré vyžadujú referencovanie po každom zapnutí, APC majú pamäť zálohovanú batériou na uchovanie informácií o polohe. Ak sa táto pamäť stratí kvôli odpojenému káblu enkodéra, stroj vydá alarm úrovne 300, ktorý signalizuje potrebu re-referencovania. Postupujte podľa pokynov v manuáli výrobcu stroja.
Poruchy presnosti obrábania
Pri výrobe sa často vyskytujú zlyhania presnosti obrábania na NC obrábacích strojoch. Tieto poruchy môžu byť zložité na diagnostiku. Hlavné príčiny zahŕňajú:
- Zmeny parametrov systému.
- Abnormálne nastavenie nulového posunu na každej osi.
- Abnormality v osiach.
- Abnormálny stav prevádzky motora (elektrické a riadiace časti).
- Faktory súvisiace s prípravou programov, výberom nástrojov a ľudské faktory.
Zmeny parametrov systému
Parametre systému, ako je jednotka posuvu, nulový posun a osi, môžu byť ovplyvnené opravami stroja. V dôsledku mechanického opotrebenia alebo voľného pripojenia sa môžu zmeniť skutočné namerané hodnoty parametrov, čo vyžaduje ich zodpovedajúcu úpravu.
Mechanické zlyhanie
Príkladom je horizontálne obrábacie centrum THM6350 so systémom FANUC 0i-MA, kde došlo k anomálii na osi Z počas frézovania lopatiek turbíny, čo spôsobilo chybu rezu. Po kontrole sa zistilo poškodené ložisko v mechanickej časti.
Neoptimalizovaný parameter stroja
Pri CNC vertikálnej fréze vybavenej systémom FANUC 0-MJ sa vyskytla abnormálna presnosť na osi X. Po diagnostike sa zistilo, že existuje určitá vôľa a nestabilita pri štarte motora. Po kompenzácii vôle a úprave parametrov servopohonu boli vibrácie odstránené a presnosť obrábania sa obnovila.
Abnormálny krúžok pozície alebo nesprávna riadiaca logika
Na vyvrtávačke a frézke TH61140 s CNC systémom FANUC 18i došlo k anomálii na osi Y, s chybou presnosti od 0,006 mm do 1,400 mm. Po dôkladnej kontrole sa zistilo, že problém spočíval v riadiacej logike PLC. Po úprave PLC programu, ktorý zabezpečuje správne upnutie osi Y pred uvoľnením a naopak, sa chyba odstránila.
Základy programovania G-kódu a M-kódu
V modernej výrobe tvorí programovanie CNC (Computer Numerical Control) základ presnej produkcie. V jadre stoja G-kódy a M-kódy - univerzálny jazyk, prostredníctvom ktorého operátori komunikujú so strojmi.
G-kód vs. M-kód
G-kódy (Prípravné funkcie) riadia geometriu a pohyb stroja. Sú to "slovesá akcie" v CNC programovaní - určujú dráhu nástroja, typ pohybu a súradnicové systémy.
M-kódy (Rôzne funkcie) riadia negeometrické činnosti stroja. Slúžia ako prevádzkové prepínače, ktoré spravujú hardvérové funkcie nevyhnutné pre obrábanie.
Štruktúra CNC programu
CNC program sa skladá z "blokov", pričom každý blok predstavuje samostatnú sadu inštrukcií. Štandardný blok obsahuje slová ako:
- N - Číslo sekvencie
- G - Prípravná funkcia
- X, Z - Súradnice osí
- F - Posuv
- S - Rýchlosť vretena
- T - Funkcia nástroja
- M - Rôzna funkcia
Modalita kódov
Modálny kód zostáva v platnosti pre každý nasledujúci blok, kým nie je úmyselne zrušený alebo nahradený iným kódom z tej istej skupiny. Cieľom je efektívnejšia programová štruktúra.
Nemodálny (jednorazový) kód sa aplikuje iba na blok, v ktorom sa objaví.
Skupiny G-kódov
G-kódy sú rozdelené do štyroch hlavných skupín:
- Skupina pohybu: G00 (rýchly posuv), G01 (lineárny posuv), G02 (kruhový posuv CW), G03 (kruhový posuv CCW).
- Skupina súradnicových systémov: G54-G59 (nastavenie pracovného súradnicového systému).
- Kompenzácia polomeru nástroja (TNRC): G40 (zrušenie kompenzácie), G41 (kompenzácia vľavo), G42 (kompenzácia vpravo).
- Režim polohovania: G90 (absolútny), G91 (inkrementálny).
Špecifické G-kódy
- G00: Rýchly posuv do cieľovej polohy maximálnou povolenou rýchlosťou.
- G01: Lineárny posuv pri určenej rýchlosti (F).
- G02/G03: Kruhový rez v smere hodinových ručičiek (G02) alebo proti smeru (G03). Používa sa metóda s adresou R alebo I/K.
- G54-G59: Nastavenie pracovného súradnicového systému (WCS) pre rôzne obrobky alebo orientácie dielu.
- G40/G41/G42: Kompenzácia polomeru hrotu nástroja.
- G90/G91: Absolútny alebo inkrementálny režim polohovania.
- Pevné cykly: G71 (hrubovanie sústruženia), G70 (dokončovacie sústruženie), G76 (závitovanie), G83 (prerušované vŕtanie). Po dokončení cyklu je potrebné použiť G80 na jeho zrušenie.
- G96/G97: Konštantná povrchová rýchlosť (G96) a konštantná rýchlosť vretena (G97). Pri použití G96 je nutné obmedziť maximálnu rýchlosť vretena pomocou G50 (alebo G92).
Kľúčové M-kódy
M-kódy riadia pomocné úkony:
- M03: Vreteno zapnuté, v smere hodinových ručičiek (CW).
- M04: Vreteno zapnuté, proti smeru hodinových ručičiek (CCW).
- M05: Zastavenie vretena.
- M08: Chladiaca kvapalina zapnutá.
- M09: Chladiaca kvapalina vypnutá.
- M00: Nepodmienené zastavenie programu.
- M01: Voliteľné zastavenie (ak je aktivované).
- M30: Koniec programu a reset.
- M10/M11: Automatické upnutie/uvoľnenie upínacieho zariadenia (neštandardizované, overte manuál stroja).
- M98: Volanie podprogramu.
- M99: Koniec podprogramu.
Bezpečnostné postupy pri CNC obrábaní
Teória musí byť vyvážená s praktickou prácou a každá činnosť by mala byť riadená prísnymi bezpečnostnými normami.
Pred spustením programu
Skúsený operátor vykoná pred spustením stroja disciplinovaný sled kontrol:
- Odstráňte kľúč skľučovadla.
- Zaistite upnutie obrobku.
- Zatvorte bezpečnostné dvierka.
- Skontrolujte zhodu čísel nástroja a korekcie (T-kód v programe zodpovedá nástroju a jeho korekciám).
- Overte nastavenie polomeru hrotu nástroja.
- Nastavte správny pracovný súradnicový systém (G54).
- Nastavte režim a prepísania na nízku hodnotu (napr. znížte "Rapid Override" na bezpečné percento).