V priemysle a domácnosti sa oceľové rúry používajú veľmi často, pričom ich využitie je obzvlášť rozšírené pri zostavovaní vodovodných a vykurovacích systémov. Tieto výrobky sa vyznačujú vysokými fyzikálnymi vlastnosťami, vďaka ktorým vydržia značné prevádzkové zaťaženie a spoľahlivo slúžia mnoho rokov.
Typy ocele a ich vlastnosti pre výrobu rúr
Pri výrobe oceľových rúr v priemyselnej výrobe sa používajú rôzne druhy surovín, ktoré sú prispôsobené konkrétnym aplikáciám:
- Uhlíková oceľ st 3, st 10-20, st17g1s-u - pre univerzálne elektricky zvárané rúry.
- Oceľ 20-10 - na výrobu rúr valcovaných za tepla bez spoja.
- Oceľ 20 - pre rúrkové materiály s deformáciou za studena.
- Oceľ odolná voči korózii 12X18H12T, 12X18H10T, 08X18H10T - pre rúry, ktoré sú potrebné v energetickom a chemickom priemysle, kde je kľúčová odolnosť proti agresívnym prostrediam.
Nízkolegovaná oceľ má dobré mechanické vlastnosti a prijateľnú cenu. Legujúce prísady pozitívne ovplyvňujú fyzikálne vlastnosti ocele, zlepšujú húževnatosť a ťažnosť, zvyšujú trvanlivosť a odolnosť materiálu voči vysokým teplotám a atmosférickej korózii. Náklady na legovanú oceľ sú však mierne vyššie a rúry z nej vyrobené sú vždy o niečo drahšie. Podľa úrovne legovania je oceľ rozdelená do troch tried:
- Nízkolegovaný materiál v zmesi neobsahuje viac ako 2,5 % rôznych prísad.
- U stredne legovaných druhov sa tento ukazovateľ pohybuje v rozmedzí od 2,5 do 10 %.
- Vo vysoko legovaných druhoch je množstvo komponentov, ktoré zlepšujú základné vlastnosti kovu, od 10 do 50 %.
Celkovo existuje 14 druhov vysokolegovaných oceľových zliatin s rôznymi charakteristikami. Najobľúbenejšie materiály sú tie, ktoré vykazujú dobrú odolnosť voči rôznym javom korózie a sú schopné pracovať efektívne bez toho, aby zničili štruktúru pri extrémne vysokých teplotách.
Bezšvíkové rúry z legovanej ocele zabezpečujú dokonalú integritu potrubia, nevyžadujú starostlivé údržbárske práce a minimalizujú potenciálne úniky, čo je kritické pre vykurovacie systémy.
Metódy výroby oceľových rúr
Oceľové rúry sa vyrábajú niekoľkými spôsobmi. Výber vhodného spôsobu spracovania kovu závisí od kvality surovín a zariadení dostupných od výrobcu. Najbežnejšie výrobné možnosti sú:
- elektrické zváranie s priamym švom;
- elektricky zvárané špirálovým švom;
- tvárnené za horúca bez švu;
- hladko valcované za studena.
Továreň na výrobu priemyselných oceľových rúr! Proces hromadnej výroby!
Elektricky zvárané rúry s priamym švom (ERW)
Oceľový plech (pás) zvinutý v pevnom zvitku sa odvíja a narezáva na pozdĺžne pruhy požadovanej dĺžky a šírky. Výsledné fragmenty sú zvarené do nekonečného pásu, čím je zaistená kontinuita výroby. Potom sa páska deformuje vo valcoch a prírez sa zmení na výrobok kruhového prierezu s otvorenými okrajmi. Spojovací šev sa varí metódou oblúka, indukčnými prúdmi, plazmou, laserom alebo elektrónovými lúčmi.
Šev na oceľovej rúre vyrobený v prostredí s inertným plynom s volfrámovou elektródou je pomerne silný a odolný, spracovanie však trvá dlho. Zváranie rúrok s vysokofrekvenčnými indukčnými prúdmi je takmer 20-krát rýchlejšie, preto cena týchto výrobkov je vždy oveľa nižšia.
Po všetkých manipuláciách je kruhová oceľová rúrka kalibrovaná vo valcoch a vykonáva sa jemné nedeštruktívne testovanie pevnosti a integrity zvaru ultrazvukovými alebo vírivými prúdmi. V porovnaní s plynulým oceľovým potrubím má ERW oceľové potrubie zrejmé výhody v efektívnosti výroby, kontrole nákladov, presnosti rozmerov, kvalite zvaru, kvalite povrchu, odolnosti proti kolapsu a výkone otryskania. Využíva pokročilú technológiu zvárania odporu, prúd presne pôsobí na kontaktný povrch potrubných tvaroviek a je rýchlo zváraný a tvorený odporovým teplom, čo výrazne zlepšuje rýchlosť výroby.
Výrobný proces ERW oceľového potrubia je jednoduchý, rýchly, vhodný na rozsiahlu výrobu a miera využitia surovín je vysoká, čo účinne znižuje výrobné náklady. Po on-line tepelnom ošetrení je metalografická štruktúra zvaru v podstate rovnaká ako v rámci základného kovu a zvar má vynikajúcu húževnatosť nárazu, ktorá môže znášať veľké nárazové zaťaženie a zaistiť bezpečnosť potrubia. Kvalita povrchu ERW oceľového potrubia sa dá ľahko ovládať vďaka horúcej cievke ako suroviny, je vysoká kvalita, hladká a čistá, bez zjavných defektov, čo zlepšuje odolnosť proti korózii. Okrem toho je rovnomernosť hrúbky steny a vonkajšieho priemeru oceľového potrubia ERW lepšia ako plynulé oceľové potrubie v tlakovom odporu, vynikajúcej odolnosti proti kolapsu a výkone otryskania a môže odolávať väčšiemu tlaku, aby sa zabezpečila bezpečná prevádzka vysokotlakovej prepravy tekutín.
Elektricky zvárané rúry so špirálovým švom
Výroba oceľových špirálových rúr sa uskutočňuje na rovnakom princípe ako rúrky s priamym spojom, na výrobu výrobkov sa používajú iba jednoduchšie mechanizmy. Hlavný rozdiel spočíva v tom, že rezaný oceľový pás s pomocou valcov nie je stočený do rúrky, ale do špirály. To zaručuje vysokú presnosť spojov vo všetkých fázach. Na potrubiach so špirálovým švom sa v prípade núdze netvorí pozdĺžna pozdĺžna trhlina, ktorú odborníci považujú za najnebezpečnejšiu deformáciu akéhokoľvek komunikačného systému.
Špirálový spoj je považovaný za spoľahlivejší a dáva rúrke zvýšenú pevnosť v ťahu. Nevýhody zahŕňajú zvýšenú dĺžku švu, čo si vyžaduje ďalšie náklady na zváracie materiály a viac času na spojenie.
Bezšvíkové rúry tvárnené za horúca
Ako predlisok na vytvorenie bezšvíkovej (bezšvíkovej) oceľovej rúrky tvárnením za horúca sa používa monolitický predlisok valcového tvaru. Zahrieva sa pri vysokej teplote v priemyselnej peci a vedie sa cez prepichovací lis. Jednotka premení produkt na objímku (dutý valec) a následné spracovanie s niekoľkými valcami dáva prvku požadovanú hrúbku steny a vhodný priemer.
Hrúbka steny materiálu rúrky z ocele vyrobenej tvárnením za horúca dosahuje 75 mm. Potrubia tejto kvality sa používajú v náročných prevádzkových podmienkach a v komunikačných systémoch, kde je hlavnou prioritou trvanlivosť a spoľahlivosť. V poslednej fáze je horúca oceľová rúra ochladená, narezaná podľa určených parametrov a prenesená do skladu hotových výrobkov.
Bezšvíkové rúry tvárnené za studena
Počiatočná fáza procesu výroby bezšvíkových oceľových rúr tvárnením za studena je identická s „horúcou“ verziou. Po zametaní prepichovacím mlynom sa však objímka okamžite ochladí a všetky ostatné operácie sa vykonávajú v chladnom prostredí.
Keď je rúra úplne vytvorená, je nevyhnutne žíhaná, najskôr sa zahreje na teplotu rekryštalizácie ocele a potom sa znova ochladí. Po týchto opatreniach sa zvyšuje viskozita štruktúry a vnútorné napätia, ktoré nevyhnutne vznikajú pri deformácii za studena, opúšťajú samotný kov. Z oceľových rúrok vyrábaných tvárnením za studena je možné položiť komunikačný systém vysokej spoľahlivosti, pri ktorom bude minimalizované riziko úniku.
Teraz sú na trhu bezšvíkové rúry valcované za studena, ktoré majú hrúbku steny 0,3 až 24 mm a priemer 5 až 250 mm. Hrubé oceľové bezšvíkové rúry valcované za studena sa používajú rovnako ako rúrky valcované za tepla. Tenkostenné sa najčastejšie používajú tam, kde je potrebná kombinácia bezvadnej pevnosti a nízkej hmotnosti (letecký priemysel, stavba lodí atď.). Bezšvíkové oceľové rúry vytvorené tvárnením za studena vykazujú vysokú pevnosť, prevádzkovú stabilitu a spoľahlivosť počas celého obdobia používania. Presnosť bezšvíkových oceľových rúr valcovaných za studena je vyššia ako presnosť oceľových bezšvíkových rúr valcovaných za tepla a cena je tiež vyššia. Bezšvíkové rúry ťahané za studena sú vo všeobecnosti menšieho kalibru, väčšinou pod 127 mm, najmä bezšvíkové rúry ťahané za studena majú veľmi vysokú presnosť vonkajšieho priemeru a dĺžka za studena ťahaných bezšvíkových rúrok je vo všeobecnosti kratšia ako u bezšvíkových rúr valcovaných za tepla.
Ochranné povlaky pre oceľové rúry
Na zlepšenie fyzikálnych vlastností oceľových rúr a ich ochranu pred koróziou sa na ne nanáša ochranný povlak. Medzi najobľúbenejšie typy patria:
- Zinok (chladný alebo horúci) - chráni rúry pred koróziou.
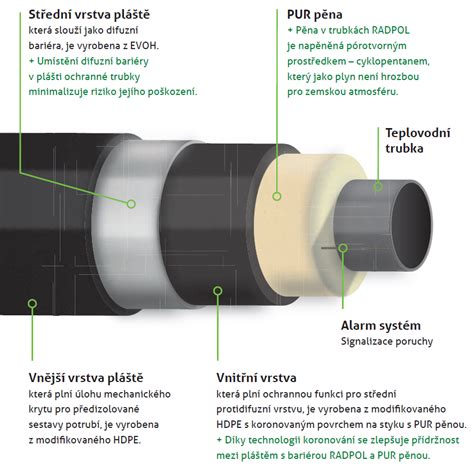
- Polyetylénový viacvrstvový alebo extrudovaný - vytvára na povrchu hustú nepriepustnú vrstvu a zabraňuje deštrukcii kovovej štruktúry.
- Epoxidový bitúmen - znižuje vplyv bludných prúdov.
- Cement a piesok - chráni vnútorný povrch pred biologickým znečistením.

Normy a rozsah použitia oceľových rúr
Pre rúry z ocele platia špeciálne normy a štátne normy (GOST). Tieto parametre popisujú spôsob výroby výrobku, jeho základné rozmery, prierez a hrúbku steny. So zameraním na tieto informácie je určená oblasť použitia konkrétnej časti.
Rúry s priamym zvarom (GOST 10704-91)
Výroba elektricky zváraných rúr s priamym švom je regulovaná GOST 10704-91. Podľa jeho informácií je vonkajší priemer výrobku 10 až 1420 milimetrov a hrúbka steny sa pohybuje od 1 do 32 milimetrov. Príslušenstvo s priemerom nepresahujúcim 426 milimetrov má odmeranú a nemeranú dĺžku. V špeciálnych prípadoch sa vyrábajú rúry so silnejším, zosilneným švom, ale pre ne existuje osobitná špeciálna norma - GOST 10706. Oceľové zvárané rúry s priamym švom sú univerzálny materiál so širokou škálou aplikácií. Dôstojná kvalita a nízka cena spôsobujú, že ich použitie je relevantné vo veľkých zariadeniach aj v každodennom živote. Rúry tohto typu sa najčastejšie používajú na pokládku technologických komunikačných systémov s miernym tlakom a na vytváranie praktických, pohodlných a ľahkých kovových štruktúr na rôzne účely.
Rúry so špirálovým švom (GOST 8696-74)
Výroba elektricky zváraných rúr so špirálovým švom sa vykonáva v súlade s GOST 8696-74. Vonkajší priemer takýchto výrobkov je 159 až 2520 mm, hrúbka steny sa pohybuje od 3,5 do 25 mm a dĺžka je 10 až 12 metrov. Elektrické zvárané rúry so špirálovitým švom sú drahšie ako ich pozdĺžne spoje, náklady sú však opodstatnené, najmä ak systém vyžaduje dokonale presné a dokonalé pripojenie. Rúry vyrobené týmto spôsobom sú odolnejšie a majú schopnosť odolávať vysokému tlaku. Norma im umožňuje ich použitie na domáce aj priemyselné účely, na vytváranie spoľahlivých, vzduchotesných a prevádzkovo stabilných komunikačných systémov.
Bezšvíkové rúry tvárnené za horúca (GOST 8732-78)
Normy pre bezšvíkové rúry deformované za horúca sú opísané v GOST 8732-78. Hrúbka ich stien je 2,5 až 75 milimetrov a priemer sa pohybuje od 20 do 550 milimetrov. Dĺžka, meraná aj nemeraná, je v rozsahu od 4 do 12,5 metrov. Bezšvíkové rúry vyrobené deformáciou za horúca sa prakticky nepoužívajú v každodennom živote. Najčastejšie sa používajú pre priemyselné systémy so zvýšenými požiadavkami na spoľahlivosť a tesnosť. Rúry tohto typu sa používajú na prepravu vysoko toxických látok pre chemickú výrobu. Neprítomnosť švu zaručuje nemožnosť presakovania a prenikania škodlivých látok do zeme alebo atmosféry. Schopnosť ľahko odolávať konštantnému vysokému tlaku robí plynulé rúry relevantné pre ropný a plynárenský priemysel.
Bezšvíkové rúry tvárnené za studena (GOST 8734-75)
Oceľové rúry valcované za studena sa vyrábajú v súlade s GOST 8734-75. Vonkajší priemer výstuže sa pohybuje od 5 do 250 milimetrov a hrúbka steny je 0,3 až 24 milimetrov. Výrobky sa vyrábajú v nemeraných dĺžkach od 1,5 do 11,5 metra a merané dĺžky od 4,5 do 9 metrov.
Vodovodné a plynové rúry (GOST 3262-75)
Rúry na plyn a vodu sa vyrábajú podľa predpisov GOST 3262-75. V samostatnom štandarde je tento druh kovu izolovaný iba z dôvodu užšieho rozsahu. Vonkajší priemer produktu je 10,2 až 165 milimetrov a hrúbka steny je v rozsahu 1,8 až 5,5 milimetrov. Rozsah veľkostí pre nemeranú a meranú dĺžku je rovnaký - od 4 do 12 metrov. Vodovodné a plynové potrubia sa používajú hlavne na určený účel: na organizáciu vodných a plynových komunikačných systémov.
Inštalácia a spájanie oceľových rúr vo vykurovacích systémoch
Proces montáže spoľahlivého, odolného a dobre fungujúceho komunikačného systému z oceľových rúr vyžaduje značné náklady na pracovnú silu, veľa času a prítomnosť špecifických profesionálnych nástrojov. Vykoná sa rozdelenie materiálu na segmenty požadovanej dĺžky pomocou rezačiek rúrok. Spojenie sa zvyčajne realizuje tromi spôsobmi: zváraním, spôsobom so závitom a prírubou.
Zváracie spojenie
Inštalácia rúr s následným pripojením všetkých častí pomocou plynu alebo iného zvárania sa považuje za najjednoduchší, najpraktickejší a najvýhodnejší spôsob inštalácie. Takto vybavený systém sa vyznačuje vysokou úrovňou tesnosti, odoláva značným prevádzkovým a vibračným zaťaženiam, nevyžaduje vážne údržbové opatrenia a je ľahko opraviteľný v prípade problému. Komunikačný systém vytvorený z oceľových rúr spojených zváraním bude trvať najmenej 40 rokov a zabezpečí dokonalú štrukturálnu integritu, ktorá zabraňuje presakovaniu tekutín a nepríjemných zápachov cez švy.
Závitové spojenie
Ak sa ukladanie komunikácií vykonáva v zložitých podmienkach alebo na neprístupných miestach a zváranie je fyzicky nemožné, na pripojenie potrebných častí sa použije postup pomocou závitu (pripevnenie) alebo príruba. V tomto uskutočnení sú rúry naskrutkované na závit pomocou tvarovky rôznych typov a cieľov. To v budúcnosti umožní vykonávať miestne opravy a eliminovať poruchy na konkrétnom mieste bez toho, aby bolo potrebné demontovať celý komunikačný systém.
Spojovacie tvarovky sú k dispozícii v rôznych tvaroch a konfiguráciách. To umožňuje pomocou nich pripevniť systém akejkoľvek zložitosti s veľkým počtom zákrut a vetiev. Hlavná výhoda metódy so závitom pri inštalácii vykurovacieho systému alebo prívodu vody je jednoduchosť a dostupnosť. Na vytvorenie požadovanej konštrukcie z oceľových rúr a tvaroviek sa nevyžaduje špeciálne vybavenie, odborné znalosti alebo rozsiahle skúsenosti s opravárenskými prácami. Celá práca je intuitívna a ľahko vykonateľná aj pre ľudí, ktorí nemajú primeranú kvalifikáciu. Pri montáži oceľových potrubí sa používajú dva typy závitov. Na zostavenie oceľových potrubí pomocou technológie so závitom sa vyrábajú armatúry s vnútorným a vonkajším závitom. V sortimente sú spojky, rohy, podložky, spojovacie matice s veľkosťami zodpovedajúcimi rozmerom valcovania rúr.

Oceľové radiátory ako kľúčové prvky vykurovania
Radiátor je vykurovacie zariadenie na odvádzanie tepla vo vzduchu vo forme žiarenia alebo konvekcie. Jeho vlastnosti určujú, aké pohodlné to bude v dome a koľko zaň bude musieť používateľ zaplatiť.
Typy konštrukcie radiátorov
Podľa konštrukčných prvkov existujú 2 typy batérií: rúrkové a panelové.
- Rúrkové rúrky pozostávajú z hlavnej rúrky a na ňu spájkovaných rebier so slučkami. Svojím vzhľadom pripomínajú štandardné liatinové batérie. Účinnosť zariadenia nie je príliš vysoká. Nemôžu vydržať vysoký tlak v systéme ústredného kúrenia.
- Panelové radiátory sú efektívnejšie. Skladajú sa z konštrukcie z dvojitého oceľového plechu s vodorovnými a zvislými kolektormi. Panely sú zvárané nepretržitým švom. Prestup tepla modelu sa zvyšuje v dôsledku rebrovania vlnitého plechu. Na vrchu prístroja je umiestnená mriežka na výstup vzduchu, ktorou sa do miestnosti dostáva ohriaty vzduch. Modely sa vyrábajú s bočnými a spodnými očnými linkami. Kompletná sada obsahuje Mayevského faucet, zátky, termostatický ventil. Účinnosť modelu je určená počtom panelov - 1, 2 alebo 3 riadky a prítomnosťou rebrovania. V označení označuje prvé číslo počet riadkov a druhé označuje počet konvektívnych dosiek. Na výrobu panelových a rúrkových ohrievačov sa používajú oceľové plechy valcované za studena s hrúbkou 0,15 až 1,4 mm.

Bimetalové radiátory: Kombinácia ocele a hliníka
Model vyrobený z dvoch kovov - ocele a hliníka - je menej korozívny a vydrží dlhšie. Oceľ je silná, ale úroveň tepelnej vodivosti je pomerne nízka. Je náchylná na koróziu a vyžaduje ochranu. Hliník lepšie vedie teplo a nepodlieha hrdzi. Jeho mechanická pevnosť je však nízka. Spojenie oceľového alebo medeného jadra s vonkajšou vrstvou hliníka vám umožňuje kombinovať užitočné vlastnosti kovov a zbaviť sa nevýhod. Bimetalový radiátor pozostáva zo závitových častí. Každá sekcia obsahuje 2 oceľové rúry spojené prekladom. Hliníkové telo je privarené k základni špeciálnou technikou vstrekovania. Slúži ako výmenník tepla. Tvar puzdra je zložitý a obsahuje niekoľko kanálov, ktoré maximalizujú odvod tepla. Existujú modely, v ktorých je jadro vyrobené z ocele iba čiastočne.
Porovnanie oceľových a bimetalových radiátorov
Pri rozhodovaní o tom, či inštalovať oceľový alebo hliníkový radiátor v súkromnom dome, sa porovnávajú najdôležitejšie ukazovatele zariadení. Mali by sa posúdiť aj negatívne stránky ohrievačov. Každý z ohrievačov má svoje vlastné výhody a nevýhody. Oceľové alebo hliníkové radiátory pre byt alebo kanceláriu sa vyberajú po dôkladnom posúdení parametrov.
Odvod tepla
Účinnosť bimetalového chladiča je dvakrát vyššia ako účinnosť oceľového. Pri šírke profilu 500 mm a teplote chladiacej kvapaliny 70 °C dosahuje výkon kombinovaného ohrievača 199 W a oceľového iba 85 W.
Odolnosť proti korózii
Slabým prvkom oboch dizajnov je oceľ. V podmienkach ústredného kúrenia, keď sa na jar vypúšťa voda z batérií, sú obe zariadenia rovnako zraniteľné. Bimetal je odolnejší voči vonkajším vplyvom: hliník vytvára na vzduchu oxidový film, ktorý ho chráni pred koróziou. Výrobky z ocele sú pri poškodení laku rýchlo hrdzavé. Batérie je potrebné pravidelne maľovať. Ak sa dovnútra bimetalového chladiča dostane vzduch, oceľové jadro rýchlo zhrdzavie.
Životnosť
Životnosť oceľových radiátorov je 15-20 rokov. Vo vlhkých miestnostiach je znížená na 10. Bimetal chráni hornú vrstvu hliníka. Produkt slúži až 40 rokov, nie je horší z hľadiska životnosti ako liatinové batérie.
Odolnosť voči tlaku
Dôležitým rozdielom medzi oceľovými doskovými radiátormi a bimetalovými radiátormi je odolnosť proti tlaku. Aj keď je oceľ silnejšia, prípustný pracovný tlak pre oceľové panelové radiátory je 9-10 atm. To je viac ako pri hliníkových ohrievačoch, ale o poznanie menej ako pri bimetalových - 25 atm, ktoré vydržia vodné nárazy až do 60 atm. Zariadenia z rúrkovej ocele odolávajú tlakom až 16 atm. Sú viac prispôsobené ústrednému kúreniu.
Oceľový panelový radiátor bol vyvinutý počas energetickej krízy. Podáva sa s malým objemom vody a spĺňa všetky požiadavky na úsporu energie. Rúrkové rúrky sú menej hospodárne a menej efektívne. Oceľové radiátory sú náchylnejšie na vodné rázy. Pri organizácii autonómneho vykurovacieho systému sa často vyberajú oceľové batérie. Ich popularita je spôsobená prechodom na uzavretý vykurovací okruh ako efektívnejší.
Spôsob pripojenia k potrubiam pre batérie je rovnaký - závitové spojky. Oceľové prvky sú navzájom spojené, čo zaručuje spoľahlivý kontakt.
Oceľové rúry v rôznych vykurovacích systémoch
Rôzne typy vykurovacích systémov môžu využívať oceľové rúry na distribúciu tepla. Oceľové rúry sú kľúčovým prvkom v systémoch, ktoré vyžadujú prenos teplej vody alebo pary.
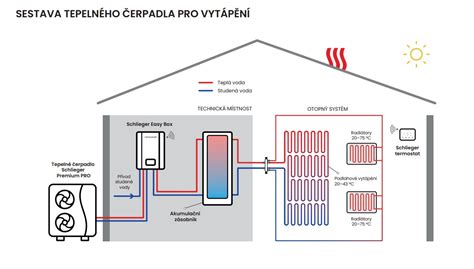
Kotlové vykurovacie systémy
Kotlové systémy vykurujú váš domov pomocou horúcej vody alebo pary namiesto núteného obehu vzduchu. Kotol ohrieva vodu pomocou plynu, oleja alebo elektriny a ohriata voda potom prúdi potrubím do radiátorov alebo podlahových ohrievačov umiestnených v každej miestnosti. Keď radiátory uvoľňujú teplo, vzduch okolo nich sa otepľuje a šíri v celom priestore stabilný komfort. Niektoré kotly používajú paru namiesto horúcej vody, ale výsledok je rovnaký - tiché a rovnomerné teplo bez potreby ventilátorov alebo potrubí.
Sálavý vykurovací systém
Sálavé vykurovanie poskytuje pohodlie ohrievaním povrchov namiesto fúkania horúceho vzduchu. Tento systém vysiela teplo priamo cez podlahu, steny alebo strop pomocou elektrických vodičov alebo teplovodných rúrok inštalovaných pod povrchom. Keď ho zapnete, najprv sa zohreje podlaha a toto teplo postupne stúpa a naplní miestnosť. Keďže sa nespolieha na potrubia ani ventilátory, sálavé vykurovanie pracuje ticho a nerozširuje prach ani alergény.
tags: #vykurovanie #zeleznymi #rurami